| . J.L. Simonton, W.D. Cole and P. Williams International Textile Center Texas Tech University Lubbock, TXv
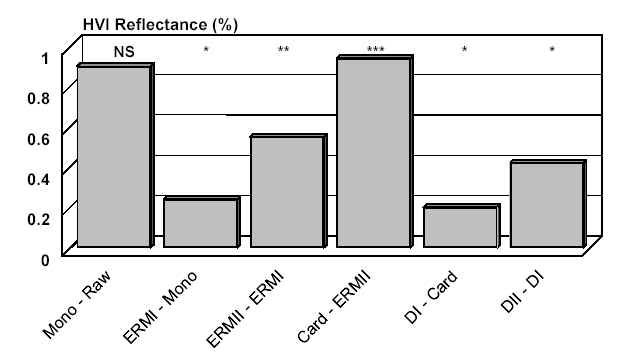
INTORDUCTION: The basic purpose of this study is to examine the use of the AFIS and the HVI to improve performance of the spinning process. Since the various mechanical processes modify the state of the fibers, we must first determine the effects of fiber preparation on instrument readings.Cotton processing machines that mechanically work the cotton fiber from bale to yarn are designed with the intent of minimizing fiber damage. Nevertheless, opening, cleaning and blending equipment shorten the staple length while increasing short fiber content and neps. Carding and combing reverse this by removing a percentage of the short fibers and neps. Drawing is thought to have a minimal effect on fiber physicals, its purpose being to improve sliver evenness and fiber orientation.
With machine settings and speeds optimized, a comparison of the fiber properties of stock-in compared with stock-out provides valuable information for achieving further optimization. .
PROCEDURE:
Blow room: hunter hopper feeder Rieter Mono cylinder (750 rpm) Rieter ERM B5/5(850 rpm) Rieter ERM B5/5(950 rpm) Carding : Rieter C4 card with Hollingsworth Trashmaster TM2000 (100 pounds per hour, with 60 grains per yard sliver) Drawframe: Rieter RSB-851 Speed frame:Saco Lowell Rovematic FC-1B Ring spinning: Saco Lowell SF-3H Open end machine: Schlafhorst Autocoro Predrawframe for comber: Saco-Lowell DE-7C Lap former : Rieter Unilap E5/3 Comber : Rieter E7/6
FIG:1
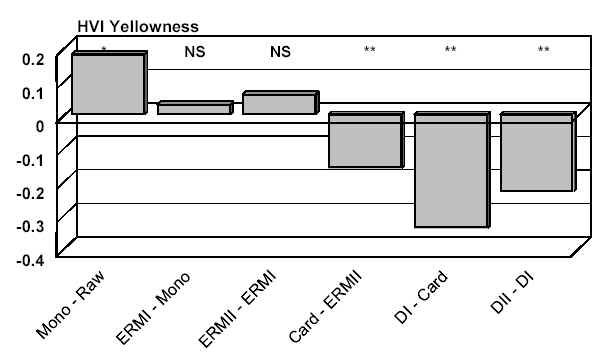
FIG:2
FIG:3
FIG:4
FIG:5
Combed Process:
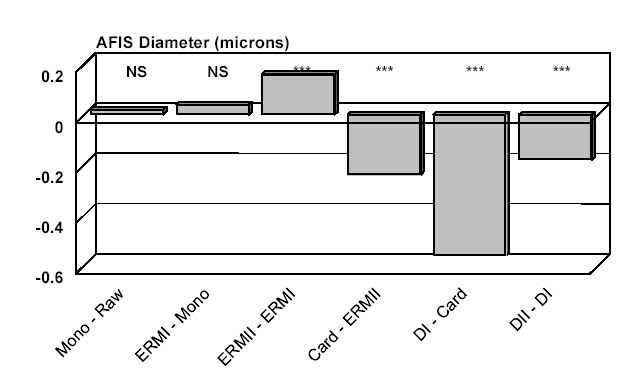
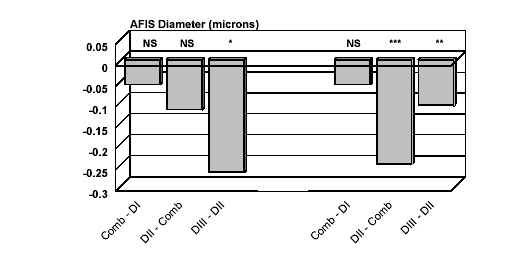
FIG:6 AFIS-DIAMETER
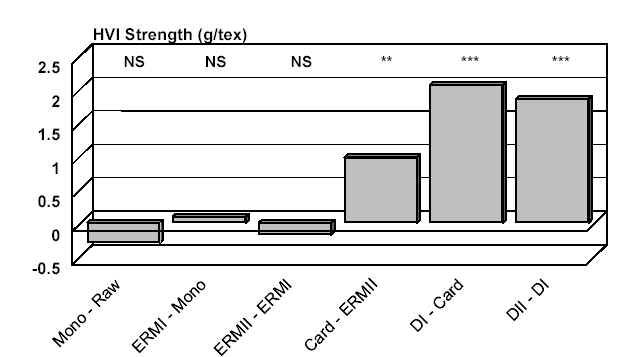
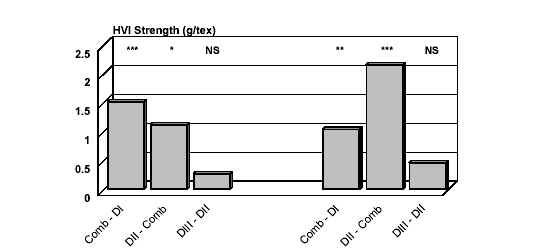
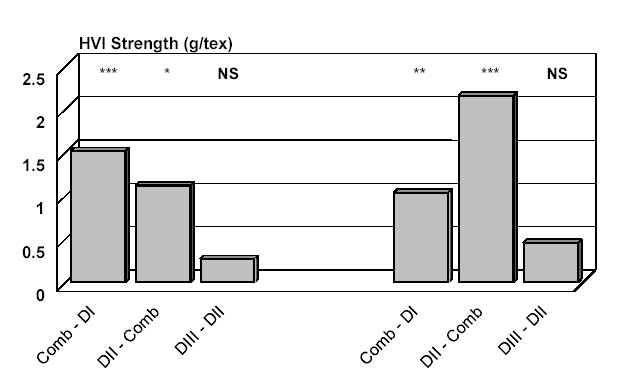
FIG:7 HVI STRENGTH:
FIG:8 HVI STRENGTH
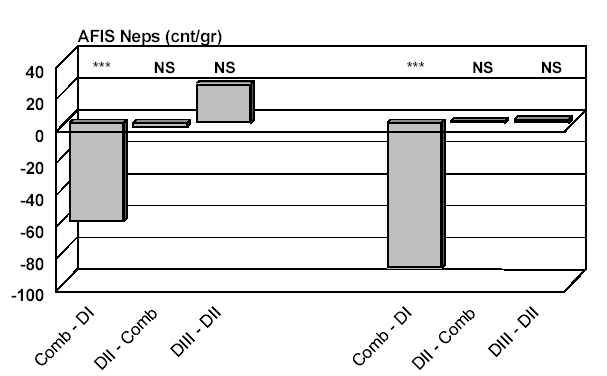
FIG:9
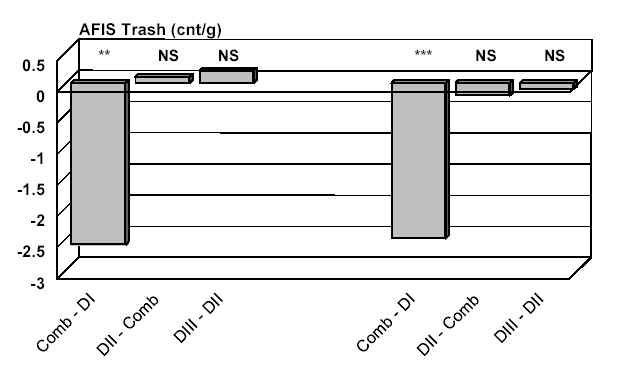
FIG:10 AFIS-TRASH:
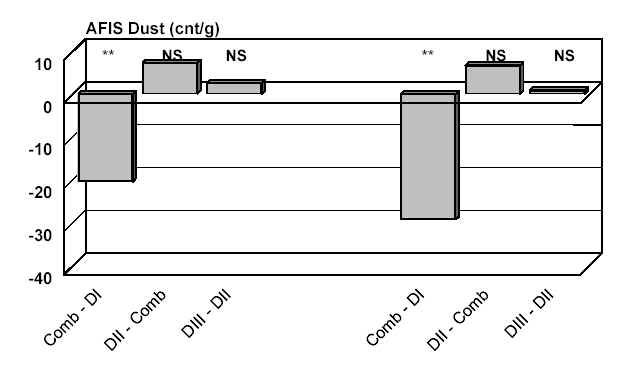
FIG:11 AFIS DUST
|
skip to main |
skip to sidebar
New Technology | Textile | Research | Spinning | Analysis
Preparation To Yarn Manufacture
- Blowroom (32)
- Blowroom - (Conventional) (25)
- Blowroom Calculation (1)
- Blowroom Maintenance (1)
- Card Clothing (3)
- Card Grinding (2)
- Card Settings (1)
- Carding (22)
- Carding Calculation (1)
- Carding Maintenance (1)
- Ginning (8)
- Mixing (11)
- Textile Calculation (3)
Recent Posts
Articles
- YARN TESTING
- COMBED YARN FOR KNITTING
- YARN EVENNESS
- Testing of fibers (textile) HIGH VOLUME INSTRUMENT...
- COM-4 AND ELITE YARNS -COMPACT SPINNING
- ROVING FRAME
- RING FRAME
- POLYESTER FIBRE manufacturing process
- HUMIDIFICATION IN TEXTILE MILL
- DRAWFRAME
- COTTON STICKINESS
- COTTON - LENGTH RELATED PROPERTIES
- Pneumatic Air Compressor
- LMW Lakshmi - Flexi Clean LB 5/6
- LMW Lakshmi - Comber LK 64
- LMW Lakshmi - Draw Frame LDO/6
- LMW Lakshmi - Draw Frame LRSB 851-Digital ( For In...
- LMW Lakshmi - Draw Frame LD2
- LMW Lakshmi - Lap Former LH 10
- LMW Lakshmi - Ribbon Lap LE4/1A
- LMW Lakshmi - Sliver Lap LE2/4A
- LMW Card LC300A-V3
- LMW Card LC 333 – Latest carding machine
- LMW Lakshmi - Fine Feed LA 7/5
- LMW Lakshmi - Fine Feed LA 7/6
- LMW LAKSHMI Vario Clean LB 9/2
- LMW Lakshmi - Mixing Bale Opener LB3/6
- LMW Lakshmi - Mixing Bale Opener LB3/2
- LMW Lakshmi - Bale Plucker LA23
- Schlafhorst Zinser 451 Ring spinning Latest
- Schlafhorst Zinser Modular Concept 351- Latest Rin...
- Savio POLAR automatic winder
- Jacquard Looms
- How Siro yarns spun from Two Different Rovings
- HDB - machinery
- Rieter - Drawframes RSB-D 40 and SB-D 40
- Rieter - Rotor Spinning Machine R 40
- Rieter - K 45 ComforSpin Machine
- Rieter - G 35 Ring Spinning Machine
- Rieter - E 66 / E 76 combers
- Rieter - E 35 OMEGA lap
- Rieter - Card C 60
- Rieter BT 923 Rotor Spinning Machine
- Rieter J 10 Airjet spinning machine
- Rieter - UNIclean B 12
- Rieter-A 11 UNIfloc Automatic Bale Opener
- Cotton Blowroom – Performance analysis
- Spinning
- YARN EVENNESS Tester
- YARN CONDITIONING
- WINDING - (SPINNING)
- WHAT IS COTTON?
- EFFECT OF COTTON PREPARATION ON AFIS AND HVI MEAS...
- TEXTILE CONSTANTS AND CALCULATIONS
- PROCESS PARAMETER IN SPINNING
- PROCESS PARAMETERS IN SPEED FRAME
- PROCESS PARAMETERS IN COMBING
- PROCESS PARAMETER IN BLOW ROOM
- PROCESSING STICKY COTTTON
- PROCESS PARAMETERS IN CARDING
- PROCESS PARAMETERS IN DRAW FRAME
- SPINNING RINGS AND TRAVELLERS
- POWER FACTOR
- LINEAR PROGRAMMING
- INDUCTION MOTOR
- HAIRINESS IN YARN
- YARN HAIRINESS
- FIBER TESTING
- Fibre Dynamics in the Revolving-Flats Card
- COTTON FIBRE TESTING
- BASICS OF ELECTRICITY
- DRAW FRAME AUTOLEVELLER
- Cotton Mixing
- Improvements in cotton fiber properties
- COSTING FOR A SPINNING MILL
- COMBER
- CARDING
- Prediction of yarn quality
- METALLIC CARD CLOTHING
- BLOW ROOM | blowroom
- BARRE IN FABRICS
- DRY-LAID MANUFACTURING SYSTEM | NONWOVENS
- Yarn Carriers for Spinning
- Yarn Spinning | For Beginners
- Carding Machine - Operating Principle
- Recron TM Staple Fibre Guide
- Definition of Yarn
- U.S. textile industry
- Yarn Performance During Weaving
- Effect of Multiple Open-End Processing Variables U...
- SLOW SPEED HIGH PRODUCTION REVOLVING FLAT CARDING ...
- Disadvantages of the present revolving flat card
- Present revolving flat card
- Open-End Spinning
- Yarn Twist and Yarn Count
- Basic Spinning
- Basic Combing and Roving
- Basic Carding
- Basic Yarn Manufacturing Processes
- CASE STUDY IN BARRE
- PREVENTION OF BARRE
- Preparation and Dyeing Techniques
- Knitting Processes and Yarn Management
- Maturity and Fineness | COTTON
- CAUSES OF BARRE
- Roselon Knit Extension Tester2
- PHYSICAL BARRÉ ANALYSIS
- Atlas Streak Analyzer
- IDENTIFICATION OF BARRE
- METHODS TO PREVENT BARRÉ IN KNITTED FABRIC - Par...
- Computerized Air-jet weaving simulator
- How To Run a Textile Mill ?
- Woollen Spinning
- MULTIFILAMENT SPIN-DRAW-WIND MACHINES
- MARZOLI | Blowroom | Carding Latest Machines
- Crosrol-Siemens S7-300 Series PLC Controller
- Crosrol – Carding Machine – Latest MK7
- RING SPINNING VARIABLES - EGYPTIAN COTTON
- Quality of Cotton Yarns Spun Using Ring, Compact a...
- FACTORS AFFECTING ROTOR SPINNING OF FINE COTTON YA...
- Yarn Diameter and Strength - Relationship
- PROCESSING AND PROPERTIES OF YARN AND FABRICS FROM...
- Yarn strength modeling and prediction.
- What is DrawFrame?
- Buckling of fibres and yarns within ropes
- yarn mechanics-fragmentation process
- Carding And Spinning system–Improvement & Research...
- Identification and Classification of Spliced Wool ...
- Nonlinear Dynamics of High Speed Transport for Sta...
- Solid state harmonic filter
- Textile- Winding Machine
- Circular Warp Knitting Machine
- Drawframe autoleveler – cotton yarn quality
- Yarn Preparation For Weaving And Knitting
- Fundamentals of Knitting
- knitting – fundamentals, machines, structures and ...
- composite spun silk yarns – Yarn structures
- Spinning Mills – How to control the Energy
- What is Roller Cotton Ginning
- McCARTHY GIN DESIGN DETAILS
- Trutzschler auto leveller Draw Frame TD 03 - Manua...
- Compare Blowroom
- Yarn and Fabrics from Textile Wastes
- CARDING (textile) Process parameters
- How cotton is converted to Fabric
- Crosrol Blow room - Latest
- OE - Yarn Properties and Wrapper Fibres
- Drafting aprons – Torque value – Ring frame
- Fiber 2 Yarn Conversion System - Yarn Characterist...
- Developments In Spinning
- Rotor spun yarn – Twist Analysis
- Ring spinning – Hairiness Reduction by Nozzles
- Fiber Testing Equipment
- COMBING PROCESS
- The new Rieter blowroom
- Impact of Carding Micro-climate
- Prevent 'Barre' in fabric to produce good quality...
- Various parts for OE-Spinning Machines
- Card Auto leveler
- Short staple yarn manufacturing Process
- Ring spinning optimizing Tips
- Yarn Number Conversion Table
- Textile Glossary – X-Y-Z
- Textile Glossary – U-V-W
- Textile Glossary - T
- Textile Glossary - S
- Textile Glossary – Q & R
- Textile Glossary - P
- Textile Glossary – N & O
- Textile Glossary - M
- Textile Glossary - L
- Textile Glossary – J & K
- Textile Glossary - I
- Textile Glossary - H
- Textile Glossary - G
- Textile Glossary - F
- Textile Glossary - E
- Textile Glossary - D
- Textile Glossary - C
- B – Textile Glossary
- Textile Glossary - A
- Compressed air in Textile Industry
- Compressed Air System in Spinning
- Core Spun Yarn - Production
- YARN EVENNESS TESTER
- OE Machines Bd 200 RN, RCE, SN, BDA 10N, Rieter Ph...
- THE DRAWFRAME
- Polyester Fiber Glass Waste – How to Reuse
- Lignin Carbon Fiber
- Treatment of Polyester Fabric
- Staple Fiber Technology
- Antibacterial Polyester Fibre - Analysis
- Cotton Spinning Technology - Mexico
- Warp Knit Mosquito Net Fabrics
- Hairiness Values of the Polyester/Viscose Ring-Spu...
- Ring Spinning Vs Compact Spinning
- The Wear Analysis of Steel Yarn Guide in Ring Spi...
Labels
- Acrylic fibres
- Air Jet Weaving
- Air Washer Systems
- Animal Fibres
- Antiwear coating
- Aprons
- Atlas Streak Analyzer
- BARRE IN FABRICS
- Basic Carding
- Basic Combing and Roving
- Basic Spinning
- Basic Yarn Manufacturing Processes
- BASICS OF ELECTRICITY
- Bast fibres
- BLOW ROOM
- Carbon Fiber
- Carded Ring Spinning
- CARDING
- Carding Machine - Operating Principle
- CASE STUDY IN BARRE
- CAUSES OF BARRE
- COM-4 AND ELITE YARNS -COMPACT SPINNING
- Combed Ring Spinning
- COMBED YARN FOR KNITTING
- COMBER
- Compact Spinning
- compressed air
- COSTING FOR A SPINNING MILL
- Cotton
- COTTON - LENGTH RELATED PROPERTIES
- Cotton Cleaning machines
- COTTON FIBRE TESTING
- Cotton Mixing
- COTTON STICKINESS
- CRITICAL ANALYSIS of a Spinning Mill
- Crosrol Latest machines
- Definition of Yarn
- Disadvantages of the present revolving flat card
- Draw Frame
- DRAW FRAME AUTOLEVELLER
- DRAWFRAME
- DREF-3 yarn
- Dry Laid NONWOVENS
- EFFECT OF COTTON PREPARATION ON AFIS AND HVI MEASUREMENTS
- Effect of Multiple Open-End Processing Variables Upon Yarn Quality
- Egyptian Cotton
- Elastomeric fibres
- Energy Control in spinning Mill
- Fabrics
- FIBER TESTING
- Fibre Dynamics in the Revolving-Flats Card
- Ginning
- HAIRINESS IN YARN
- Hairiness values
- HIGH VOLUME INSTRUMENT SYSTEM
- HUMIDIFICATION IN TEXTILE MILL
- IDENTIFICATION OF BARRE
- Improvements in cotton fiber properties
- INDUCTION MOTOR
- Italy Textile Industry
- Knitting
- Knitting Processes and Yarn Management
- LAKSHMI Latest Machines
- LINEAR PROGRAMMING
- LMW (Lakshmi machine works) Latest Machines
- Loom
- Looms and weaving
- Machinery
- Magnetic Ring spinning
- MARZOLI Latest Machines
- Maturity and Fineness | COTTON
- METALLIC CARD CLOTHING
- METHODS TO PREVENT BARRÉ IN KNITTED FABRIC - Part 1
- Microfibres
- mosquito net fabrics
- Open end spinning
- Open-End Spinning
- PHYSICAL BARRÉ ANALYSIS
- Pneumatic Air compressor
- Polyamide fibres
- Polyester
- POLYESTER FIBRE MANUFACTURE
- Polypropylene fibres
- POWER FACTOR
- prediction of yarn quality
- Preparation and Dyeing Techniques
- Present revolving flat card
- PREVENTION OF BARRE
- PROCESS PARAMETER IN BLOW ROOM
- PROCESS PARAMETER IN SPINNING
- PROCESS PARAMETERS IN CARDING
- PROCESS PARAMETERS IN COMBING
- PROCESS PARAMETERS IN DRAW FRAME
- PROCESS PARAMETERS IN SPEED FRAME
- PROCESSING STICKY COTTTON
- Recron TM Staple Fibre Guide
- Rieter Latest Textile machines
- RING FRAME
- Ring spinning
- Roselon Knit Extension Tester2
- Rotor Spinning
- ROVING FRAME
- Savio Latest Machines
- Schlafhorst Zinser
- SDW Machines
- Short staple yarn
- Silk
- Siro spun Yarn
- spinning
- SPINNING RINGS AND TRAVELLERS
- Staple Fiber
- Synthetic Fibres
- Textile Calculation
- TEXTILE CONSTANTS AND CALCULATIONS
- Textile Glossary
- Textile industry
- Textile Machines Photos
- TEXTILE RECYCLING
- Textile Research
- Textile testing
- The Wear Analysis of Steel Yarn Guide in Ring Spinning Frame
- Toyoda
- Trutzschler Latest Machines
- U.S. textile industry
- Uncategorized
- weaving
- WHAT IS COTTON?
- Willow
- WINDING - (SPINNING)
- wool
- Wool Spinning
- Woollen
- yarn
- Yarn Carriers for Spinning
- YARN CONDITIONING
- YARN EVENNESS
- YARN EVENNESS Tester
- YARN HAIRINESS
- YARN NEPPINESS
- Yarn Performance During Weaving
- Yarn Spinning | For Beginners
- YARN TESTING
- Yarn Twist and Yarn Count
Followers
Blog Archive
Top
Textile Technology Spinning Powered by Blogger