Non-uniformity in variety of properties exists in yarns. There can be variation twist.,bulk, strength, elongation , fineness etc.
Yarn evenness deals with the variation in yarn fineness. Thisis the property, commonly measured as the variation in mass per unit length along the yarn, is a basic and important one, since it can influence so samy other properties of the yarn and offabric made from it. Such variations are inevitable, because they arise from the fundamental nature of textile fibres and from their resulting arrangement.
The spinner tries to produce a yarn with the highest possible degree of homogeneity. In this connection, the evenness of the yarn mass is of the greatest importance. In order to produce an absolutely regular yarn, all fibre characteristics would have to be uniformly distributed over the whole thread. However, that is ruled out by the inhomogeneity of the fibre material and by the mechanical constraints.
Accordingly, there are limits to the achievable yarn eveness.
IMPORTANCE OF YARNEVENNESS:
Irregularity can adversely affect many of the properties of textile materials. The most obvious consequence of yarn evenness is the variation of strength along the yarn. If the average mass per unitlength of two yarns is equal, but one yarn is less regular than the other, it is clear that the more even yarn will be the stronger of the two.The uneven one should have more thin regions than the even one as a result of irregularity, since the average linear density is the same. Thus, an irregular yarn will tend to break more easily during spinning, winding, weaving, knitting, or any other process where stress
is applied.
A second qality-related effect of uneven yarn is the presence of visible faults on the surface of fabrics. If a large amount of irregularity is present in the yarn, the variation in fineness can easily be detected in the finished cloth. The problem is particularly serious when a fault(i.e a thick or thin place) appears at precisely regular intervals along the length of the yarn. In such cases, fabric construction geometry ensures that the faults will be located in a pattern that is very clearly
apparent to the eye, and defects such as streaks, stripes, barre, or other visual groupings develop in the cloth. Such defects are usually compounded when the fabric is dyed or finished, as a result of the twist variation accompanying them.
Twist tends to be higher at thin places in a yarn. Thus , at such locations, the penetration of a dye or finish is likely to be lowe than at the thick regions of lower twist. In consequence, the thicker yarn region will tend to be deeper in shade than the thinner ones and, if a visual fault appears in a pattern on the fabric, the pattern will tend to be emphasized by the presence of colour or by some variation in a visible property, such as crease-resistance controlled by a finish.
Other fabric properties, such as abrasion or pill-resistance, soil retention, drape, absorbency, reflectance, or lustre, may also be directly influenced by yarn evenness. Thus, the effects of irregularity are widespread throughout all areas of the production and use of textiles, and the topic is an important one in any areas of the industry.
"UNEVENNESS" OR "IRREGULARITY":
The mass per unit length variation due to variation in fibre assembly is generally known as "IRREGULARITY" or "UNEVENNESS". It is true that the diagram can represent a true relfection of the mass or weight per unit length variation in a fibre assembly. For a complete analysis of the quality, however, the diagram alone is not enough. It is also necessary to have a numerical value which represents the mass variation. The mathematical statistics offer 2 methods
the irregularity U% : It is the percentage mass deviation of unit length of material and is caused by
uneven fibre distribution along the length of the strand.
the coefficient of variation C.V.%
In handling large quantities of data statistically, the coefficient of variation (C.V.%) is commonly used to define variability and is thus well-suited to the problem of expressing yarn evenness. It is currently probably the most widely accepted way of quantifying irregulariy. It is given by
coefficient variation (C.V.%) = (standard deviation/average) x 100
The irregularity U% is proportional to the intensity of the mass variations around the mean value. the U% is independent of the evaluating time or tested material length with homogeneously distributed mass variation. the larger deviations from the mean value are much more intensively taken into consideration in the calculation of the coefficient of variation CV(squaring of the term) C.V.% has received more recognition in the modern statistics than the irregularity value U. The coefficient of variation CV can be determined extremely accurately by electronic means, whereas the calculation of the irregularity U is based on an approximation method. It can be considered that if the fibre assembly required to be tested is normally distributed with respect to its mass variation, a conversion possibility is available between the two types of calculation.
C.V.% = 1.25 * U%
INDEX OF IRREGULARITY":
Index of irregularity expresses the ratio between the measured irregularity and the so-called limiting irregularity of an ideal yarn. The manner in which irregularity is assessed can lead to different ways of expressing the index.
In calculating the limit irregularity, the assumption is made that, in the ideal case, fibre distribution in a yarn is completely random and a practical yarn can never improve upon this situation.Thus, the measured irregularity will be an indication of the extent to which fibre distribution falls short of complete randomness. If all fibres are uniform in cross-sectional size, it can be shown that the limiting irregularity expressed in terms of C.V is given by
C.V.(limit) = 100 / sqrt(N)
This expression also assumes a POISSON distribution in the values around "N"(the mean number of fibres in the cross section)
Let
C.V.lim = the calculated limit irregularity
C.V. = the actual irreglarity
Then,
Index of Irregularity (I) = C.V / C.V.lim
By calculating the limit irregularity and then measuring the actual irregularity, we can judge the spinning performance.
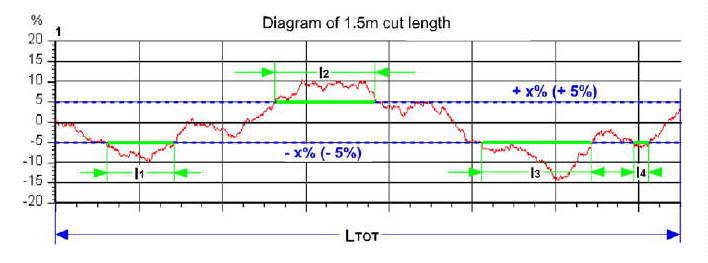
DEVIATION RATE:
Deviation rate describes by what percentage a mass deviation exceeds or falls below a certain limit. The cut length factor in m averages out the shorter, higher deviations
DR (xy) = (L1+l2..+Ln) x 100 / L tot
DR = Total relative length in (%) of all deviations of the mass signal which surpass the limit +/- x% over a total test length of L meters, with the cut length of curve being y meters.
FORMULA FOR DR PERCENTAGE:
The standard DR used for yarn is 1.5 m cutlength at a +/- 5% limit. The application of DR is similar to that of the CVm values. One has to take in to consideration that the DR is based on threshhold values and changes more significantly than CV values when higher mass deviations over long stretches of test material arise.
THe deviation rate is calculated by comparing all the deviations of the positive range with the whole test length Ltot. The same is valid for all deviations in the negative range. As the zero line corresponds to the median , the Deviation Rate (DR) can reach the maximum of 5 0%.
DETERIORATION IN EVENNESS DURING PROCESSING:
In processing in the spinning mill, the unevenness of the product increases from stage to stage after drawframe. There are two reasons for this
The number of fibres in the cross section steadily decreases. Uniform arrangement of the fibres becomes more difficult, the smaller their number.
Each drafting operation increases the unevenness
Each machine in the spinning process adds a certain amount to the irregularity of finished yarn. The resultant irregularity at the output of any spinning process stage is equal to the square root of the sum of the squares of the irregularities of the material and the irregularity introduced in the process.
Let us assume that,
CVo - CV of output material
CV1 - CV of input material
CV - irregularity introduced by machine
then,
CVo = sqart(CV1 + CV)
UNEVENNESS OVER DIFFERENT CUT LENGTHS:
A length of yarn, for example of 10mm, contains only few fibres. Every irregular arrangement of only some of these fibres has a strong influence on the unevenness. In a length of yarn of 10m, incorrect arrangement of the same fibres would hardly be noticed against the background of the large number of such fibres. Accordingly, the CV value of the same yarn can be, for example, 14% based on, 8mm, and only 2% based on 100 m. The degree of irregularity is dependent upon the regerence length.
Unevenness is therefore discussed in terms of short lengths(uster tester):medium lengths(seldom used):long lengths(count variation).
Fabric stripiness and barre have been problematic fabric defects in the textile industry for many years. Though direct quantification has not been possible, the causes for such fabric defects have been studied. It has been shown that raw material quality and yarn mass variations (particularly medium and long term variations) contribute significantly to the guidance of such faults. Of these causes, there has been a general neglect of the control of medium term variations (variations over 1m, 3m,10m, etc). A mill needs to control the cut length variations of the yarn produced in order to ensure a fault free fabric.
If the variation of cut length C.V.% of 1 meter, 3 meters, 10 meters is high , when different cops are tested , the fabric appearance will be very badly affected. It will result in fabric defects such as stripiness.
IMPERFECTIONS:
Yarns spun from staple fibres contain "IMPERFECTIONS" . They are also referred to as frequently occurring yarn faults. They can be subdivided into three groups
Think places
Thick places
Neps
The reasons for these different types of faults are due to rawmaterial or improper preparation process. A reliable analysis of these imperfections will provide some reference to the quality of the raw material used.
Thick places and thin places, lie in the range of +-100% with respect to the mean value of yarn cross-sectional size.The Neps will overstep +100% limit.
Thick places over +100% are analysed by the CLASSIMAT system, are cut by the clearers in winding depending upon the end use of the yarn.
Imperfection indicator record imperfections at different sensitive levels.
Thin place
-30% : yarn cross section is only 70% of yarn mean value
-40% : yarn cross section is only 60% of yarn mean value
-50% : yarn cross section is only 50% of yarn mean value
-60% : yarn cross section is only 40% of yarn mean value
Thick place
+35% : the cross section at thick place is 135% of yarn mean value
+50% : the cross section at thick place is 150% of yarn mean value
+70% : the cross section at thick place is 170% of yarn mean value
+100%: the cross section at thick place is 200% of yarn mean value
Neps
400%: the cross section at the nep is 500% of the yarn mean value
280%: the cross section at the nep is 380% of the yarn mean value
200%: the cross section at the nep is 200% of the yarn mean value
140%: the cross section at the nep is 140% of the yarn mean value
Thick places and thin places which overstep teh minimum actuating sensitivity of +35% and -30% , respectively, correspond to their length to approximately the mean fibre length. Medium length or long thick and thin places are to be considred as mean value variations and are not counted by the instrument.
The standard sensitive levels are as follows
Thin place : -50%
Thick place : +50%
Neps : 200% ( 280% for open-end yarns)
The reason for reducing the sensitivity of nep counting in rotor spun yarns is due to the fact that with these yarns, the neps tend to be spun into the core of the yarn and therefore are less visible to the human eye in the finished product. With ring spun yarns, on the other hand, the neps, in general tend to remain on the surface of the yarn. Due to the above reasons, while a nep is considered serious
for a ring spun yarn even if its size exceeds +200%, it becomes serious only after its size exceeds +280% for open end yarns.
It is however worth mentioning here that, though the imperfection values at standard sensitiviy levels i.e. +50% for thick places and -50% for thin places indicate the acceptable quality levels in terms of fabric appearance, the quality of processing in terms of optimization of process parameters will be better indicated by imperfections at higher sensitivity levels. It is commonly observed that while the thin places may be '0' for any two mills at the standard sensitivity level of -50%, the thin places at -40% sensitivity may show a big difference.
Thin places and thick places in a yarn can, on the one hand, quite consdierably affect the appearance of a woven or knitted fabric. Furthermore, an increase in the number of thin places and thick places refer to a particularly valuable indication that the raw material or the method of processing has become worse. On the other hand, it cannot be concluded from the increased number of thin place faults that this yarn, the downtime of weaving or knitting machines will be increased to a similar degree. Thin places usually exhibit a higher yarn twist, because of fewer fibres in the cross-section resulting in less resistance to torsion. The yarn tension does not become smaller proportionally with a reduced number
of fibres. With thick plalce faults the contrary is the case. More fibres in the cross-section result in a higher resistance to torsion. Thic places have therefore, in many cases, a yarn twist which is lower than the average. The yarn tension in the yarn at the position of the thick place is only in very few cases proportional to the number of fibres. These considerations are valid primarily for ring-spun yarns.
Neps can influence the appearance of woven or knitted fabrics quite considerably. Furthermore neps of a certain size can lead to processing difficulties, particularly in the knitting machines. Therefore the avoidance of neps in the production of spun yarns is a fundamental textile technological problem.
Neps can be divided, fundamentally , into two catergories:
-raw material neps
-processing neps
The rawmaterial neps in cotton yarn are primarily the result of vegetable matter and immature fibres in the raw material. The influence of the rawmaterial with wool and synthetic fibres in terms of nep production is negligible. Processing neps are produced at ginning and also in cotton , woollen and worsted carding. Their fabrication is influenced by the type of card clothing, the setting of the card flats, workers and strippers, and by the production speeds used.
SPECTROGRAM:
"DIAGRAM" is a representation of the mass variations in the time domain. Whereas SPECTROGRAM is a representation of the mass variation in the frequency domain. Spectrogram helps to recognize and analyse the periodic fault in the sliver, roving and yarn.
For textile application, the frequency spectrum is not practical. A representaion which makes reference to the wavelength is preferred. Wavelength indicatres directly at which distance the periodic faults repeat. The more correct indication of the curve produced by the spectrograph is the wave-length spectrum.
Frequency and wavelength are related as follows
frequency = (wavelength)/(material speed)
In the SPECTROGRAM, the X-axis represents the wavelength. Inorder to cover a maximum range of wavelengths, a logrithmic scale is used for the wavelength representation. The y-axis is without scale but represents the amplitude of the faults in yarn.
The spectrogram consists of shaded and non-shaded areas. If a periodic fault passes through the measuring head for a minimum of 25 times, then it is considered as significant and it is shown in the shaded area. Wavelength ranges which are not statistically significant are not shaded. In this range the faults
are displayed but not hatched. This happens when a fault repeats for about 6 to 25 times within the tests length of the material.
As far as those faults in the unshaded area is concerned, it is recommended to first confirm the seriousness of the fault before proceeding with the corrective action. This can be done by testing a longer length of yarn. Faults which occur less than 6 times will not appear in the spectrogram.
A spectrogram starts at 1.1 cm if the testing speed is 25 to 200 m.min. It starts at 2.0cm if the testing speed is 400 m/min and it starts at 4 cm if the speed is 800 m.min. For spun material the maximum wavelength range is 1.28 km. Maximum number of channels is 80
Depending upon the wavelength of the periodic fault, the mass variations are classified as
short-term variation( wavelength ranges from 1 cm to 50cm)
medium-term variation( wavlength ranges from 50cm to 5 m)
long-term variation(wavelength longer than 5 m)
periodic variations in the range of 1 cm to 50 cm are normally repeated a number of times within the woven or knitted fabric width, which results in the fact periodic thick places or thin places will lie near to each other. This produces, in most cases, a "MOIRE EFFECT". This effect is particularly intensive for the naked eyes if the finished product is observed at a distance of approx. 50 cm to 1m.
Periodic mass variations in the range of 50cm to 5m are not recognizable in every case. Faults in this range are particularly effective if the single or double weave width, or the length of the stretched out yarn one circumference of the knitted fabric, is an integral number of wave-lengths of the periodic fault, or is near to an integral number of wave-lengths. In such cases, it is to be expected that weft stripes will appear in the woven fabric or rings in the knitted fabric.
Periodic mass variations with wave-lengths longer than 5m can result in quite distinct cross-stripes in woven and knitted fabrics, because the wave-length of the periodic fault will be longer than the width of the woven fabric or the circumference of the knitted fabric. The longer the wavelength, the wider will be the width of the cross-stripes.Such faults are quite easily recognizable in the finished product, particularly when this is observed from distances further away than 1 m.
A periodic mass variation in a fibre assembly does not always result in a statistically significant difference in the U/V value. Nevertheless, such a fault will result in a woven or knitted fabric and deteriorate the quality of the fabric. Such patterning in the finished product can become intensified after dyeing. This is particularly the case with uni-coloured products and products consisting of synthetic fibre filament yarns.
The degree to which a periodic fault can affect the finished product is not only dependent on its intensity but also on the width and type of the woven or knitted fabric, on the fibre material, on the yarn count, on the dye up-take of the fibre, etc. A considerable number of trials have shown that the height of the peak above the basic spectrum should not overstep 50% of the basic spectrum height at the wavelength position where the peak is available.
CHIMNEY TYPE FAULTS:
The eccentricity roller results in a sinusoidal mass variation whereby the periodicity corresponds to full circumference of the roller. With one complete revolution of an OVAL roller, a sinusoidal mass variation also results, but 2 periodic faults are available. Chimney type of faults are mainly due to -mechanical faults -eccentric rollers, gears etc -improper meshing of gears -missing gear teeth -missing teeth in the timing belts -damaged bearings etc
HILL TYPE FAULTS:
These faults are due to drafting waves caused by -improper draft zone settings -improper top roller pressure -too many short fibres in the material, etc Numerous measurements of staple-fibre materials have shown that there are rules for the correlation between the appearance of drafting waves in the spectrogram and the mean staple length. It is given below
-yarn : 2.75 x fibre length
-roving : 3.5 x fibre length
-combed sliver : 4.0 x fibre length
-drawframe sliver : 4.0 x fibre length
A periodic fault which occurs at some stage or another in the spinning process is lengthened by subsequent drafting.If the front roller of the second drawframe is eccentric, then by knowing the various drafts in the further processes, the position of the peak in the spectrogram of the yarn measurement can be calculated.
The wavelength of a defective part is calculated by multiplying the circumference of the part and the draft upto that part.
The wavelength of a defective part can be calculated if the rotational speed of the defective part and the production speed are known.
Doubling is no suitable means of eliminating periodic faults. Elimination is only possible in exceptional cases. In most cases, doubling can, under the best conditions, only reduce the periodic faults.
The influence of periodic mass variation is proportional to the draft.
Due to the quadratic addition of the partial irregularities, the overall irregularity of staple-fibre yarns increases due to the periodic faults only to an unimportant amount.