THE CARD
Introduction:
The proverbs of the experts “The Card is the heart of the Spinning Mill” and “Well Carded is half spun” demonstrate the immense significance of carding for final result of the spinning operation.
- - There is a strong relationship between increase in production and reduction in quality: the higher the performance, the more sensitive becomes the carding operation and the greater the danger of a negative influence on quality.
- - The concept of carding machine is unchanged since 1770.
- - Since 1965 production rate has been increased from about 5 Kg/h to about 100 Kg/h, a rate of increase not matched by any other machine except the draw frame.
The tasks of the card:
- - Opening to individual fibers, this enables elimination of impurities and performance of other operations.
- - Elimination of impurities occurs mainly in the region of the taker-in. The degree of cleaning achieved by modern card is very high, in the range of 90 -95%. Thus, the overall degree of cleaning achieved by the blow-room and carding room together is as high as 95 -99%. Card sliver still contains 0.05 – 0.03% of foreign matter.
- - Elimination of Dust, which are bound to the fibers. Significant fiber/metal and/or fiber/fiber friction is needed in order to loosen such particles, this are available in carding operation.
- - Disentangling of neps, The number of neps increases from machine to machine in the blow-room, the card reduces the remaining number to a small fraction, they are mostly opened out. Improvement in disentangling of neps is obtained by closer spacing between clothing; sharper clothing; optimal speed of taker-in; low doffer speeds; lower throughput.
- - Elimination of short fibers, this may occur at flats. Long fibers have more contact with the clothing of the main cylinder than the short fibers. Thus longer fibers are continuously caught and carried along the main cylinder, where the short fibers stay caught in the flats clothing, press into it and leave the machine in the flat stripping. The card eliminates very small percentage of short fibers about 1%.
- - Fiber Blending, transverse blending occurs because the card is the only machine to process individual fibers. In formation the web, and with repeated rotation of the fibers on the main cylinder, intimate fiber with fiber mixing is achieved.
- - Fiber orientation: The card is often attributed the effect of paralyzing. A parallel condition is achieved on main cylinder, but it disappears during web formation between cylinder and doffer.
- - Sliver formation, for further processing. Generally the hank lies between 4 and 5.5 Ktex in the short staple spinning mill.
Operating principle:
Elements of Card:
- 1) Pipe ducting for supplying raw material,
- 2) Chute feed; evenly compress a bat of 500 – 900 Ktex.
- 3) Transport roller; forwards the material to feed arrangement,
- 4)
- 5) Taker-in, opens the material to small flocks, when the material passes to main cylinder, mote knifes; grid bars and carding segments eliminate a great part of impurities.
- 6) Grid equipment,
- 7) Suction duct to carry away the waste., 8) Main cylinder
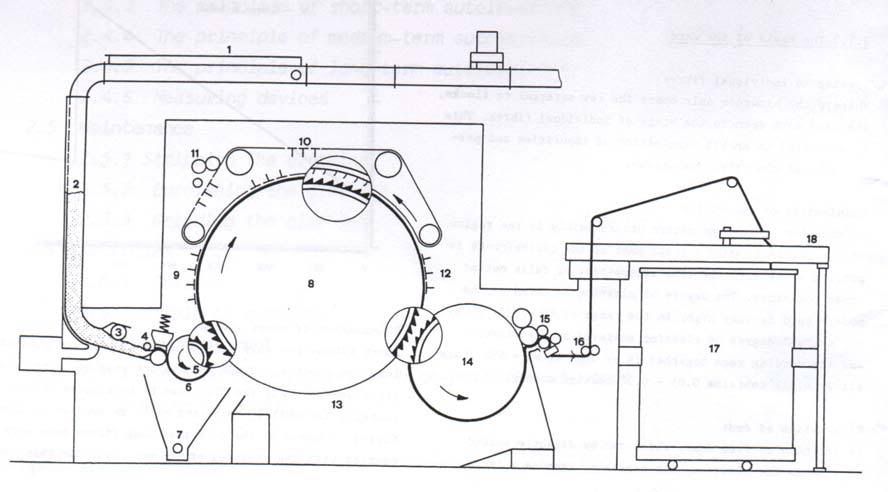
9 and 12) Fixed carding segments designed to assist the carding operation.
10) Flats, The main carding operation occurs between flats and cylinder. Flats comprise 80 to 116 individual carding bars combined into a band moving on an endless path. 30 to 46 of flats are always in action.
11) Cleaning unit, strips fibers, neps and foreign matters from flats,
13) Grid or cover plate
14) The doffer, combine the fibers into a web, because of its substantially lower peripheral speed relative to the cylinder.15) Stripping deice, Doffing master, draw the web from the doffer.,16) Calender rollers
17) Can, 18) Coiler
Feed Material:
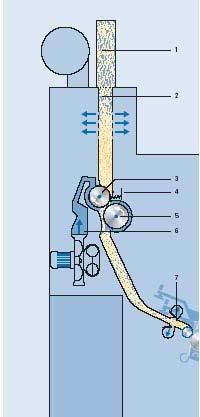
Chute feed system:
The fiber mat fed to the carding machine should be of a high degree of uniformity to ensure consistent opening and carding .This uniformity is achieved using the chute feed system, which aims at feeding a fiber sheet of a uniform packing density and uniform linear density (weight per unit length) to the carding machine. The basic components of the chute feed are:
- 1- High volume upper trunk
- 2- Integrated air volume separator
- 3- Feed roll, electrically coupled to the feed roll of the card
- 4- Segmented tray to secure clamping
- 5- Opening roll with pins
- 6- Closed air circuit with integrated fan
- 7- Self cleaning air outlet combs.
Feeding and opening zone:
The journey of fibers through the carding process being with feeding a uniform fiber mat prepared by the chute feed system and supplied to the carding machine using feed roller. The weight of the fiber mat may typically range from 400 to 1000 g/m (Ktex). This weight approximately corresponds to a number of fibers in the mat cross section in the range from 2 to 6 millions of fibers depending on fiber fineness. The task before the carding process is to intensively open and draft this large mass down to about 3 to 5 g/m (the sliver count); or to reduce the number of fibers down to approximately 40,000 fibers in the card sliver cross section. This intense reduction is mainly achieved in the zone between the feed roll and the taker-in (or licker-in).
The feeding rate is normally slow to allow exposition of small portion of the fiber mat to the action of the high speed licker in (typically, 25 cm diameter, 700 – 1200 rpm for cotton and 400 – 600 rpm for man-made fibers). The taker-in being clothed with saw-tooth wire removes the fiber tufts from the input fiber mat. The draft ratio (the ratio of surface speed between the taker-in and the feed roll) is typically around 1000.
The centrifugal force caused by the high rotational speed of the licker-in throws the heavy trash particles, and seed coats fragments out at the mote knives with the assistance of air draft. The taker-in removes about half of all trashes held in the cotton.
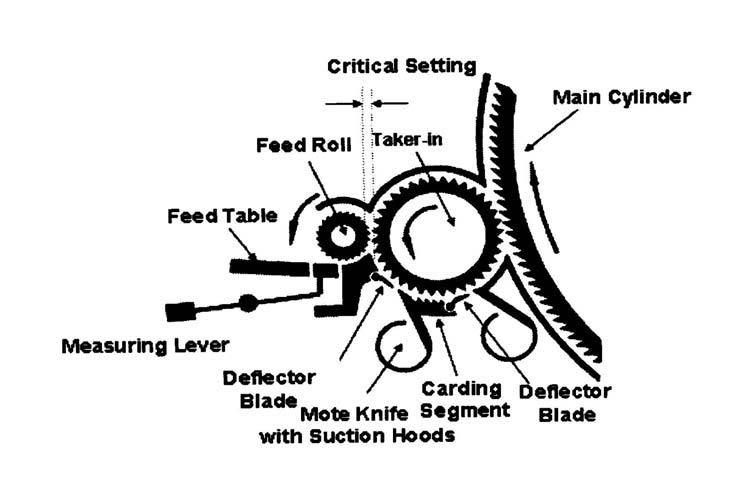
The Feeding and Opening zone
(Trutzschler DK760, Single taker-in system)
In modern carding machines, many innovative design features were introduced to insure efficient opening, minimum fiber damage and minimum waste of good fibers. The setting of deflector blades can be adjusted from outside to control the amount of waste and trash removal. The distance between the fiber nipping point and the combing point (typically 0.4-0.5mm) plays a vital role in determining the opening performance of the licker-in.
The feeding direction of the fiber mat can also impact the opening performance. In general, there are two types of feed: counter direction, and unidirectional. These two arrangements are shown in figure . According to Rieter, the unidirectional arrangement allows better adjustment to the distance between the fiber nipping point and the combing point, and gentler action on the fibers (less fiber deflection).
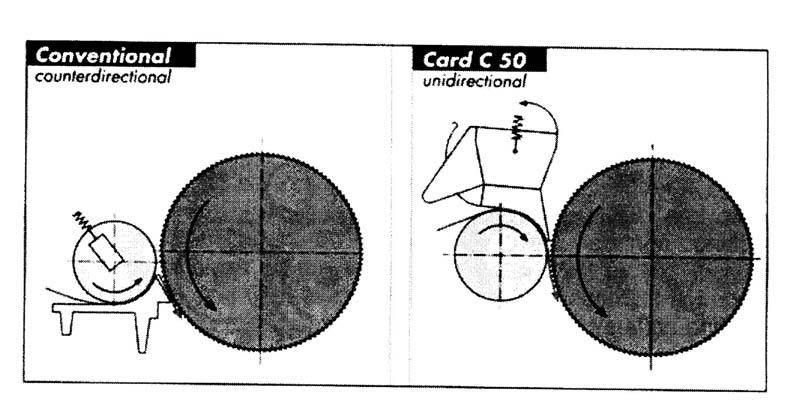
Conventional and unidirectional feeding systems (Rieter card C50)
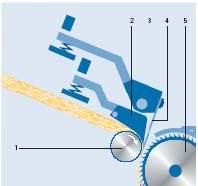
Another innovation of the opening zone is the so-called WEBFEED system introduced by Trutzschler, which consists of three taker in cylinders of the same diameter (175 mm) In this system, the fiber mat is guided by pressing the mat against the feed roll in 10 small, independent sections of 100 mm width using the so-called “Sensofeed” feed-plate system.
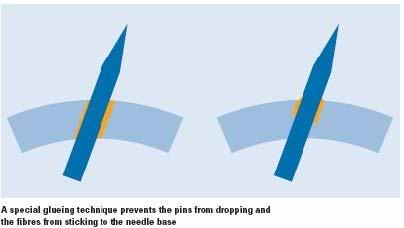
1A Special clothing of feed roll prevents lap formation
- 2 Spring loaded feed table
- 3 Spring loaded measuring lever
- 4 Spring elements
- 5 First roll of WEBFEED
The deflection of all springs elements are processed to become one average signal which is used as actual value of short wave leveling system.
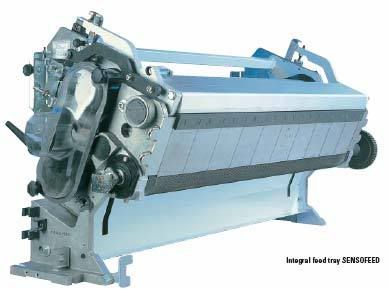
As an additional function, the integral feed tray SENSOFEED comprises material feed monitoring. Metal particles of thick places in the web are detected in an immediate stop of the card.
Via an electrical reversing motion, foreign particles can be simply removed before causing damage of the card.
The WEBFEED system consists of three opening and cleaning rolls in series arrangements. The tufts are opened in a gentle way and to a higher degree than is in case with conventional licker-ins.
Gradual opening with three rolls protects the fibers. T the critical point between feed roll and licker-in, the fibers must be suddenly accelerated. The first WEBFEED roll runs at a clearly lower speed than he the only licker=in roll of conventional cards.
This saves delicate fibers. When processing cotton, the first roll is equipped with short pins. These pins gently pluck the tufts from the clamping point of the integral feed tray SENSOFEED. The second and the third clothing rolls open the tufts further and form a web.
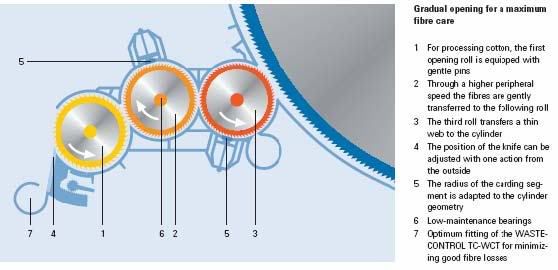
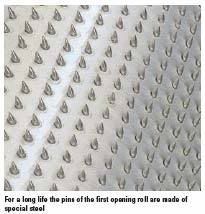
Another advantage of using the needle roll is its life is about 10 times as long as traditional metallic wire licker-in. The clothing of the second and third roll is made of special steel. They have the same life as cylinder clothing
.
The carding zone:
Fibers that are opened and cleaned by licker-in system are transferred to the main cylinder by stripping action. Fibers are stripped by the cylinder from the licker-in are transferred to the carding zone, which is the area between the main cylinder and the flats. In order to remove fibers from the licker-in by the main cylinder, the surface speed of the main cylinder should be higher than that of the licker-in. A typical value of the surface speed of the licker in may range from700 m/min to 950 m/min. The surface speed of the cylinder may range from 1000 m/min to 2400 m/min. (at diameter is 1290 mm, and 260 to 600 rpm.). Thus the draft is ranging from 1.5 to 2.5.
In the cylinder/flat area, cotton tufts are subjected to carding action. In principle, a carding action is accomplished when the wire of the two surfaces are inclined in opposite directions and the direction and the rates of motion are such that one surface passes the other, point against point.
The flats are wired clothed bars rotating at a very slow speed (typically 8 – 20 cm/min) against the high speed cylinder. They are usually set very close to the main cylinder. The setting between the flats and main cylinder is determined by a number of factors some of which are mechanical-related and others are material related. Mechanical related factors include the bearing condition, the shape and dimensions of the wires. Material related factors include fiber length, fiber fineness and fiber to fiber friction. The setting is very critical in relation to the formation of the fiber neps.
- • The main cylinder is the central element of the card. It has a diameter of approximately 1.3 m and a working width of one meter. This results in a clothing area more than 4 m2. The carding surface of the cylinder is made up of more than 10.000 m of clothing wire with approximately 6 million single points.
- • By shifting the WEBFEED unit and the doffer below the cylinder, more room has been made for the functions of pre-carding and post-carding.
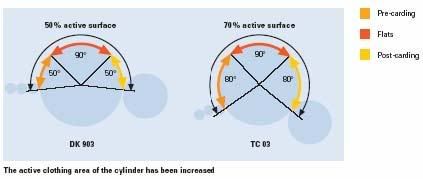
- • In the pre-carding and in the post-carding area of the cylinder, 10 special elements of the MULTI WEBCLEAN system can be mounted in the most different combinations. The first and the last elements are fixed. For the remaining 8 positions the following elements can be flexibly used, depending on the task.

- • The cleaning element consists of a mote knife with a hood under permanent suction. It is used for separating dirt particles, seed coat fragments and dust particles.
- • Carding element consists of two clothing strips with one support (twin top). A number of different clothing types and point populations are available depending upon the installation and the raw material.

The Doffing Zone and Sliver forming system:
Fibers that are coming out of the carding zone form a very thin web. The weight of the web is determined by extend of carding (flats/cylinder settings, the relative carding speed, and the type of cloth on both cylinder and the flats). The web is extracted from the main cylinder by another cylinder called a doffer (700 mm diameter and up to 96 rpm). The substantial reduction of the surface speed of the doffer as compared to that the cylinder results in a condensation effect.
The fiber web is stripped from the doffer using a stripper roller. It is then passed through a pair of squeeze or crush rolls before it is finally accumulated widthwise into a fiber stand form. The calendar rolls compress the fiber strand to provide better integrity and stable flo of material. The fiber strand (the card sliver) proceeds upward over guide pulleys to enter the coiler system. This consists of a trumpet guide and a second pair of calendar rolls that delivers the carded sliver through a revolving tube into the card sliver can.
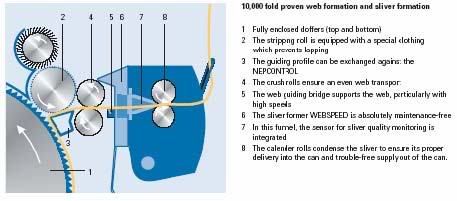

The sliver WEBSPEED forms the web to a sliver and guides it to the measuring funnel. In order to allow an optical assessment of the web quality or to take samples, the sliver former can be opened by pushing a button.
A NEPTCONTROL permanently counts the number of neps, trash particles and seed coat fragments and reports it to the machine control. The data are evaluated and displayed on the screen.
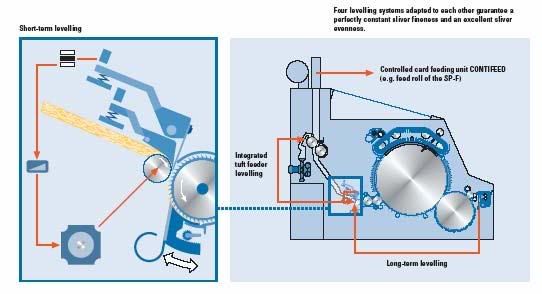
Card Autolevelling System:
The mass uniformity of the card sliver is an essential criterion for good subsequent processing. The main objective of an autoleveller is : 1) to measure sliver thickness variation on real-time basis, and 2) to alter the machine draft so that a high consistent sliver thickness is continuously produced. In general, autolevelling systems may be divided into two main types:
- a) Open-loop autolevellers
- b) Closed-loop autolevellers.
The open-loop system may generally be used for correction of short-term variations. The input material variation is measured using a measurement unit. The measured signal is then compared to a reference signal (nominal value). The difference between signals is determined by a control unit, which sends a signal to a draft control unit indicating the necessary action to be taken. In open-loop system, there is no check on delivered sliver. In other words the changes in draft are solely based on the mass variation in the input material.
In the closed-loop system, is generally used for correcting long-term variation. In this case, the measurement is made on delivered sliver. In other words, the closed loop autoleveller checks the result of its action.
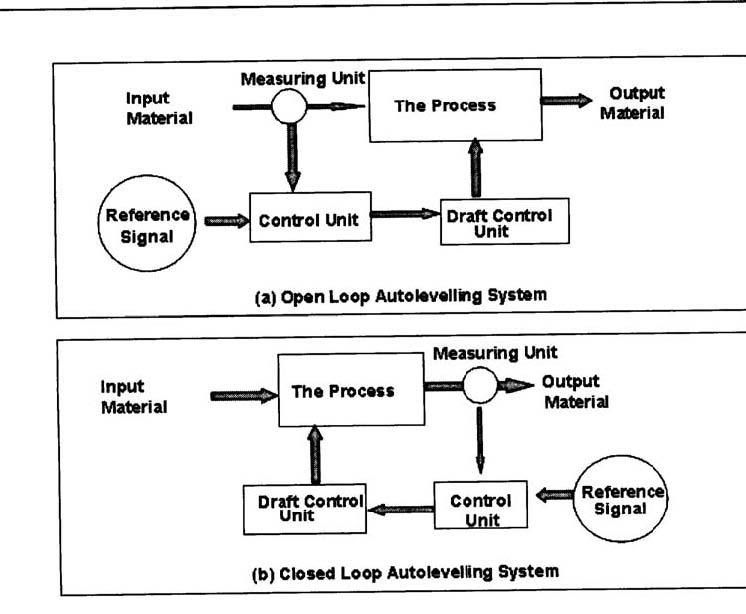
Open and closed loop control system.