COM-4 CONCEPT:
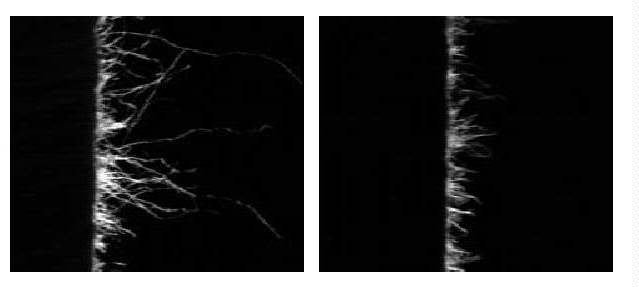
With the ComforSpin technology a new yarn with perfect yarn structure – the COM4 yarn - has been established in the market. With the help of a microscope the structure of the yarns can easily be compared: The conventional ring yarn shows to be far less perfect than commonly assumed.
The long, protruding fibres cause a number of problems in downstream processing. COM4 yarn shows a very compact structure with highly parallel fibres and much less disturbing hairiness.The air current created by the vacuum generated in the perforated drum condenses the fibres after the main draft. The fibres are fully controlled all the way from the nipping line after the drafting zone to the spinning triangle.
An additional nip roller prevents the twist from being propagated into the condensing zone. The compacting efficiency in the condensing zone is enhanced by a specially designed and patented air guide element.
Optimal interaction of the compacting ele-ments ensures complete condensation of all fibres. This results in the typical COM4 ® yarn characteristics.
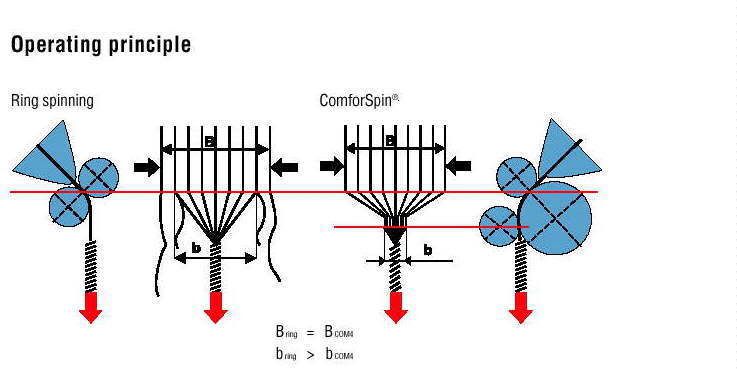
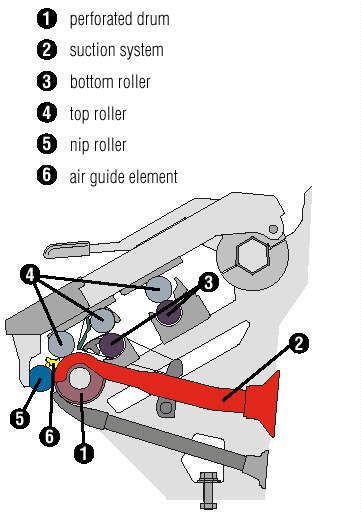
The ComforSpin ® technology allows aero-dynamic parallelization and condensation of the fibres after the main draft. The spinning triangle is thus reduced to a minimum. The heart of ComforSpin machine is the compacting zone, consisting of the following elements:
• perforated drum
• suction insert
• air guide element
The directly driven perforated drum is hard to wear and resistant to fibre clinging. Inside each drum there is an exchangeable stationary suction insert with a specially shaped slot. It is connected to the machine’s suction system.
THE ELITE YARN:
The operating method of the SUESSEN EliTe Spinning System is well-known.After the fibres leave the drafting system they are condensed by an air-permeable lattice apron,which slides over an inclined suction slot.The fibres follow the outer edge of this suction slot and at the same time they perform a lateral rolling motion.
Above the front bottom roller of the drafting system,the fibre band influenced by high draft is spreading.In the area of the suction slot,which is covered by the lattice apron,the fibre band is condensed.Commencing from the semi-dotted clamping line of the EliTe Q Top Roller,twist is being inserted.There is no spinning triangle.
The improvement achieved is shown in Fig .The left side displays the fibre triangle at the exit of a conventional ring frame drafting system.The twist imparted by the spindle cannot flow up to the clamping line.The outer fibres spread out and are thus more highly tensioned than those on the inside. The right side of the picture does not show a spinning triangle.The yarn twist flows right up to the clamping line.The yarn is round and smooth.
Since the spinning triangle is very very small, the end breaks will be very less and therefore the fly liberation will also be less.
Condensing of the fibr bundle,which follows the drafting process,can already be seen as a significant development of the ring spinning technology.Condensed ring yarn is more than a speciality.In view of its manifold advantages.
It is of technological importance that the suction leve l relevant for the condensing operation is exactly the same for all spinning positions. To fulfil this criteria,individual motors combined with suction units for 6 spinning positions,have been arranged accordingly.This provides short air-flow distances with identical negativ pressures at all spinning points .
During yarn formation all fibres are perfectly condensed and gathered parallel to each other in the compacting zone. Consequently all fibres are twisted in and contributing to the superior fibre utilisation rate compared to conventional ring yarn. The result is exceptionally low hairiness combined with higher yarn tenacity and elongation. These are the unique characteristics of these yarns.
ADVANTAGES OF COMPACT YARN:
• higher fibre utilisation
• higher tenacity with same twist factor, or
• same tenacity with reduced twist factor for higher production
• lowest hairiness (highest reduction in hairs longer than 3 mm)
• fewer weak points
• better imperfections (IPI) values
• higher abrasion resistance
• greater brilliance of colour
• intensive dye penetration
• no singeing before printing
- Due to better utilization of fibre substance it is possible to reduce yarn twist of these Yarns,particularly of knitting yarns,by up to 20%,maintaining the yarn strength of conventional ring yarns.This increases yarn production. The ends-down rate in spinning these Yarns is reduced by 30 to 60%,which improves machine efficiency.
- Applying the same winding speed as with conventional ring yarns,there are less raised points in these Yarns and the increase in yarn imperfections is reduced because they have a better resistance to shifting. Higher winding speeds are therefore possible with compact yarns Yar ns .
- In accordance with up to 20%twist reduction in spinning compact yarns ,the twisting turns can be reduced for certain types of yarn.As a result,production of twisting frame is increased and twisting costs are reduced.
- Owing to the lower hairiness and higher tenacity of compact Yarns,the ends-down rate in beaming is reduced by up to 30%.Higher beamer efficiency,higher produc tion and fewer personnel for repair of ends-down in beaming are the consequence.
- Compact Warp yarns help to save up to 50%of sizing agent,while the running behaviour of weaving machi-nes is the same or even better. Cost can be saved in sizing and desizing processes.
- Owing to the better work capacity of compact Yarns ,ends down can decreased by up to 50% in the warp and by up to 30%in the weft. Efficiency is consequently increased by 2 to 3%, production is increased and weaving costs are reduced. In practice,the average ends-down rate is reduced by 33% per 100,000 weft insertions of compact Yarns on rapier weaving machines and by 45% on air-jet weaving machines. Instead of a weft insertion of 500 –600 m/min with conventional ring yarn,700-800 m/min is possible with compact Yarns on air-jet weaving machines.
- Due to reduced Yarn hairiness,singeing can sometimes be dispensed with,or it can be carried out at a higher cloth advance speed.As a result,production costs are considerably reduced.
- fibres upto 7% can be saved because singing can be avoided
- Dyeing and Printing Improved structure of compact Yarns and their reduced twist favours the absorption of colour pigments and chemical finishing agents.Saving of dyestuff is possible.
- Owing to the improved yarn strength, compact Yarns are well suited for non-iron treatment of woven fabrics. In the course of such treatment,the strength of fabrics made from conventional ring yarns can decrease by up to 25%,with frequent problems in the manufacture of clothes. compcat Yarns make up for this loss in strength.
- Knitting :Compact Yarns with their increased yarn strength and reduced formation of fluff permit to achieve higher machine efficiency and therefore production on knitting machines at a reduced ends-down rate,less interruptions and less fabric faults. Production costs therefore decrease. The enormously low hairiness of compact Yarns often permits to dispense with usual waxing. Considerable cost saving is achieved because of this.
- In knitting fibre abrasion reduced by 40% due to low hairiness. Fewer defects/ yarn breaks and better quality. Less contamination on all machines by foreign fibres . Less wear of needles, guide elements and sinkers due to less dust in the compact Yarn . Low hairiness has positive impact on loop structure . L Low pilling values get more and more important . In many cases single compact Yarns substitute conventional ply yarns. Waxing can be reduced or completely dispensed with .
- Compact Yarns are much more suitable for warp knitting than conventional ring yarns,because of their higher work capacity and lower hairiness. They are predestined to bear the high load due to numerous deflecting points with high friction in the warp knitting machine.
- Due to better embedding of fibres (including short ones)in compact Yarn,approx.6%fewer combing noils are possible.
- Cheaper carded qualities instead of combed qualities can be spun with the Compact Spinning ystem.
- in many cases single EliTe ® Yarns can substitute conventional ply yarns
- new qualities can be developed, opening up a new creative scope for products
Hairiness Testing of Yarns
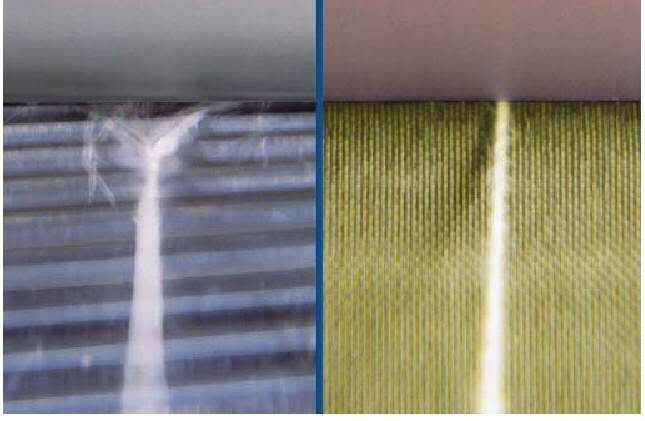
Hairiness of yarns has been discussed for many years,but it always remained a fuzzy subject. With the advent of compact yarns and their low hairiness compared to conventional yarns,the issue of measuring hairiness and the proper interpretation of the values has become important again.Generally speaking,long hairs are undesirable, while short hairs are desirable (see picture ). The picture shown below just give a visual impression of undesirable and desirable hairiness at the edge of a cops.
Figure:
RING YARN COMPACT YARN
There are two major manufacturers of hairiness testing equipment on the market,and both have their advantages and disadvantages. Some detail is given below.
USTER
USTER is the leading manufacturer of textile testing equipment. The USTER hairiness H is defined as follows .
H =total length (measured in centimeters) of all the hairs within one centimeter of yarn .
(The hairiness value given by the tester at the end of the test is the average of all these values measured, that is,if 400 m have been measured,it is the average of 40,000 individual values) . The hairiness H is an average value,giving no indication of the distribution of the length of the hairs. Let us see an example
| 0.1cm | 0.2cm | 0.3cm | 0.4cm | 0.5cm | 0.6cm | 0.7cm | 0.8cm | 0.9cm | 1.0cm | total | |
| yarn 1 | 100 | 50 | 30 | 10 | 5 | 6 | 0 | 2 | 1 | 0 | 398 |
| yarn 2 | 50 | 10 | 11 | 5 | 10 | 0 | 5 | 10 | 0 | 11 | 398 |
Both yarns would have the same hairiness index H, even though yarn is more desirable,as it has more short hairs and less long hairs,compared to yarn 2.
This example shows that the hairiness H suppresses information,as all averages do. Two yarns with a similar value H might have vastly different distributions of the length of the individual hairs.
The equipment allows to evaluate the variation of the value H along the length of the yarn. The "sh value "is given, but the correlation to the CV of hairiness is somehow not obvious.A spectrogram may be obtained.
2.ZWEIGLE
Zweigle is a somewhat less well known manufacturer of yarn testing equipment. Unlike USTER,the Zweigle does not give averages. The number of hairs of different lengths are counted separately, and these values are displayed on the equipment. In addition, the S3 value is given,which is defined as follows:
S3 =Sum (number of hairs 3 mm and longer)
In the above example,the yarns would have different S3 values:
S3yarn 1 =2 .
S3yarn 2 =4 .
A clear indication that yarn 2 is "more hairy "than yarn 1. The CV value of hairiness is given a histogram (graphical representation of the distribution of the hairiness) is given.
The USTER H value only gives an average,which is of limited use when analyzing the hairiness of the yarn.The Zweigle testing equipment gives the complete distributionof the different lengths of the hairs. The S3 value distinguishes between long and short hairiness, which is more informative than the H value.
Ten Fundamental Rules for Successful Operation of EliTe Ring Spinning Machines:
1.EliTe Q Spinning Machines produce yarn of supreme quality and come up to the expectations. Installation of the machine in the spinning mill EliTe Q Spinning Machines have a considerable air flow rate –a machine with .1008 spindles sucks in about 60 cubic meter of air per minute,i.e. it has the effect of a vacuum cleaner. The ambient air is sucked into machine and most of the fly and dirt contained in it is deposited on the EliTe Q Machine. Although EliTe Spinning Machines generate considerably less fly than standard ring spinning machines, they are soon covered with dust and fly if they are installed in the same room as conventional spinning machines. The fly has a negative effect on the yarn in the condensing zone and the smooth running of the lattice apron. As a result,the yarn is of substandard quality.
Rule .:EliTe Q Spinning Machines must be separated from conventional spinning machines.
2.Spinning room conditions: The fibres in the condensing zone are exposed to the room conditions without any protection. Our recommendations on the room conditions suitable for processing cotton and man-made fibres should be followed, therefore. If the air humidity is too high, there will be a higher tendency towards roller laps. If the air is too dry,t here will be more fly. If the room temperature is too high, there will be higher friction values and premature wear.
Rule 2:maximum room temperature:33 .C
humidity should be
- max...,5 g water/kg air for cotton
- min.9,0 g water/kg air for cotton
- max..0,0 g water/kg air for synthetics
- min.9,0 g water/kg air for synthetics
3.Position of the Eli Top in relation to the front bottom roller of the drafting system: If the setting is correct, the top edge of the suction slot in the Eli Tube is precisely set at the nip line of the delivery top roller. If the nip line cuts the slot, condensation is impaired. The hairiness of the yarn increases and the tearing strength is reduced. If the nip line is behind the slot, part of the spinning torsion may get into the condensation zone, resulting in an increased ends-down rate and damaged lattice aprons.
Rule 3:The front top roller is precisely 3.5 mm offset towards the operator in relation to the front bottom roller of the drafting system.
4.Traverse mechanism: The roving must run over the slot in such a way, that, from the operator ’s view, the fibres move from the top right to the bottom left. If the fibres run over the slot top from the L.H. side,they make an S-shaped movement causing a certain unsteadiness in the condensing zone. This has a negative effect on the yarn values.
Rule 4:The traverse mechanism for the sliver should be adjusted in such a way that the traverse motion at the front of the drafting system does not exceed 4 mm,and that the l.h.limit position of the sliver is level with the L.H..edge of the top of the slot.
5.Cleaning the Eli Tubes and lattice aprons :Eli Tubes and lattice aprons are the most important components of the EliTe Q Condensing System. Careful maintenance is an important prerequisite for optimum yarn values. In the centre area, where the suction is active, a permanent air flow keeps the lattice aprons clean. To the left and right of this area, the lattice apron can be clogged by fine dust. With the time, this results in a considerable increase of the friction between the lattice aprons and the EliTube. If this friction is too high, erratic running of the lattice apron and substandard yarn quality is the result. Therefore,lattice aprons and Eli Tubes should be removed from the machine from time to time and cleaned. This can be done when the machine is running. The time needed per box length is 5 min. The expenditure of time necessary for changing the EliTubes with lattice aprons is about 90 minutes for a machine with .1008 spindles, which corresponds to a loss of production of 90 minutes. For yarn count Ne 40, the production loss involved is less than 370 g. The cleaning frequency varies depending on the portion of fine dust of the cotton. As an average value, 500 operating hours may be taken into account. The aprons are cleaned in a washing machine or in an ultrasonic cleaning device.The EliTubes are cleaned using a damp piece of cloth. Damaged lattice aprons must be replaced. On EliTubes with considerable traces of wear, the inserts must be replaced.
Rule 5:Lattice aprons and Eli Tubes must be cleaned from time to time.
6.Measures to be taken in the case of laps at the front top roller Laps may occur in the case of unsuitable room conditions or damaged or inappropriately buffed cuts, or if the fibre material used is prone to the formation of laps. Large laps may block the delivery and front rollers and damage the cot of the blocked roller. If spinning is continued with damaged cots,periodic yarn faults will be the result. Consequently, a blocked Eli Top must be replaced by a new Eli Top and repaired in the service room. For this purpose,all operators should carry a spare Eli Top with them.
Rule 6:EliTops with blocked top rollers must be replaced by new top rollers.
7.Buffing the EliTe Q Top Rollers : The cots of the EliTe Q Top Rollers are subject to wear and should be buffed from time to time.The tension draft in the condensing zone –6 %as a general rule depends on the difference in diameter between the front top roller and the delivery top roller. Changed tension drafts may result in changed yarn parameters.
Rule 7:Make sure that the difference in diameter of the front top roller and the delivery roller corresponds precisely to the desired tension draft.
8.Checking the partial vacuum As a general rule,continuous control of the vacuum pressure is not necessary. When the whole machine is cleaned, we recommend, however,to remove also the connecting hoses between the suction tubes and the fans and to clean them.
Rule 8:Clean the connecting hoses with regular frequency.
9.Maintenance of the fans: Fans may be clogged after a time,which has a negative effect on the suction.
Rule 9:The fans should be removed from the machine and cleaned once a year.
10.Spinning speed: In the case of EliTe Q Spinning Machines, return on investment is not based on higher production, but on the production of yarn of supreme quality. The Suessen recommendations concerning traveller speeds and running-in speeds for rings and travellers should be followed, therefore. Not the ultimate increase in speed, but the yarn quality leads to success.
Rule 10:Yarn quality is more important than quantity.